LG-550 ირიბი საჭრელი მანქანა




ტექნიკური პარამეტრები და აღწერა:
1. სეგმენტის ჭრა: დააინსტალირეთ რკალის დანის შეკრება ღეროების და სხვა მასალების დასაჭრელად, სეგმენტის სიგრძეა 2-30, თუ სეგმენტის სიგრძეა 10-60 მმ, სპინდლის ძრავა იცვლება 0,75 კვტ-4-დან 0,75 კვტ-6-მდე.
2. ჭრა: დააინსტალირეთ მორგებული საჭრელი თავის კრებული ღეროებისა და ფოთლების მოსაჭრელად და ბლოკის ფორმა არის 10 × 10 ~ 25 × 25. თუ საჭიროა 20 × 20-ზე მეტი მოჭრა, დააინსტალირეთ სათადარიგო საჭრელი ფანჯრის ნიღაბი, დააფარეთ ერთი. ფანჯრებისა და ერთი ფანჯრით მოჭრილი.
3. დაქუცმაცება: შეცვალეთ მორგებული საჭრელი თავის ასამბლეა, 3 × 3 ~ 8 × 8, მავთული, ზოლები და კამათელი 30.f-ზე ნაკლები სიგრძით.
4. მიტრის ჭრა: შეცვალეთ სამონტაჟო კუთხე საჭრელსა და შესანახ ღეროს შორის 30 ° ~ 45 ° ღეროს მოსაჭრელად, დაყოფილი ორ ტიპად: ჰორიზონტალურად და ჭრად.

5. ჭრის სიგრძე: შპინდლი ჩვეულებრივ არის 810 ბრ/წთ, ხოლო კვების სლოტი მართავს 0,75 კვტ სიმძლავრის ელექტრომაგნიტური სიჩქარის მარეგულირებელი ძრავით ან სიხშირის გადამყვანით 1: 8,6 შემცირების კოლოფით და საბურავით.ჭრის სიგრძის მისაღებად საჭიროა მხოლოდ სიჩქარის ღილაკის გადახვევა.
6. გამომუშავება: 1000 ~ 3000 კგ / სთ
7. გარეგნობა: 1200 × 730 × 1350, კვება 200 × 1000.
8. წონა: 220 კგ
გამოყენების ინსტრუქცია და სიფრთხილის ზომები:
(1) მანქანა აღჭურვილია უსაფრთხოების მოწყობილობით, ძრავა მუშაობს ნორმალურად და კარი ღიაა.გაქცევა დანის მაღალი სიჩქარისგან.
(2) დანის დაფქვა უნდა იყოს მკვეთრი, დანის და დანის კიდეების კლირენსი ინსტალაციისა და რეგულირებისთვის 0,5 ~ 2,0 მმ.
(3) ზევით და ქვევით, კონვეიერის ქამარი პოზიცია უნდა იყოს მორგებული კონვეიერის შუაში, ზამბარის ხრახნის შებოჭილობა შესაბამისია.
(4) მკვებავი ფენა უნდა იყოს გლუვი და მოწესრიგებული, უაღრესად თანმიმდევრული და უწყვეტი კვების სტაგნაციამ შეიძლება მიაღწიოს მარცვლის კარგ ფორმას, სუფთა ჭრილობას.ხელშეკრულების ხანგრძლივობა.
(5) ჭრის მასალა მორგებულია, დენის ჩამრთველი გამორთულია და სიჩქარის რეგულირება არ არის საჭირო ნულზე დასაბრუნებლად.
(6) ხშირად გაითვალისწინეთ, რომ მასალა არ შეიძლება ჩაიკეტოს კონვეიერის ქამარში შიგნით და როლიკერის ზედაპირზე, მას შემდეგ რაც პროდუქტი იმოქმედებს ნაწილაკების ფორმაზე, ან გაწყვეტს კონვეიერის ქამარს.ბარათის შესვლის შემდეგ დაუყოვნებლივ შეწყვიტეთ გაწმენდა, ჩვეულებრივ 4 საათი გაწმენდისთვის.
(7) მანქანა უნდა იყოს დაბალანსებული, მაგალითად, ვიბრაციის აღმოჩენა უნდა შემოწმდეს.წინააღმდეგ შემთხვევაში, იქნება ცუდი სიჩქარის მრიცხველი ან სახიფათო ავარია.
1) ბოძების ჭრა, ფირფიტა:
A, ქარხანა აღჭურვილია კარგი რკალის დანით (იხ. სურათი).საჭრელი ხელსაწყოს ცვეთა და ვიბრაციის გამო, შეიძლება გაიზარდოს ან შემცირდეს შუასადებები.
B, რკალის დანის მეორე ნაჭრები წონის მდგომარეობაში, პირველი ჭრილი, მეორე დანის ბალანსი.დანის წინ და შემდეგ უნდა იქნას გამოყენებული გაცვლა, რათა თავიდან იქნას აცილებული ერთ-ერთი ცვეთა წონასწორობა.
2) ორმაგი დანით მოჭრილი განყოფილება, ნაჭერი (იხ. სურათი).
(8) მოჭრილი ფორმა, მავთულის საჭრელი ფორმა მორგებული შეკრებით.საჭრელი
ასამბლეა დამზადებულია ალუმინის შენადნობისგან, უჟანგავი ფოლადის საჭრელი დანა, დანა, დანა, მაღალი მარცვლოვანი ალუმინის შენადნობის საფენი, პლასტმასის საფენი, ნიღაბი.საჭრელი მოჭრილი 25მმ ნაყარი მასალის ზემოთ, ქარხანა უნდა დამონტაჟდეს ნიღბის კარგი ბალანსით.
ჭრის ზომა: სიგანე = დანის მარცვლის მანძილი, სიგრძე = სიგრძე (კონვეიერის სიჩქარის დაყენებული კვების მიხედვით).
დანის მარცვლების თამაში შენიშვნის ბოლოს მეტია ან ტოლია ხაზის ბოლოს გაგზავნის ღერზე, დანარჩენი მარცვლეულის საჭრელი მანძილი სპეციფიკაციის მოთხოვნების მიხედვით თანაბრად არის განაწილებული და მოწყობილი, წინააღმდეგ შემთხვევაში იზრდება ცუდი პროდუქტები.
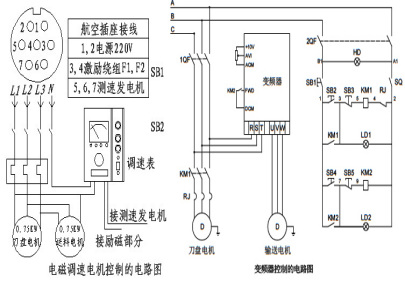
ელექტრომაგნიტური სიჩქარის ძრავის გაყვანილობა და მუშაობის მეთოდი
(1) ხაზი: სამფაზიანი ოთხი მავთულისთვის, სამი წითელი (მწვანე) ხაზი უკავშირდება სამფაზიან ელექტრომომარაგებას, ერთი ყვითელი ნულოვანი ხაზი.
(2) დაწყება: დააჭირეთ მწვანე დაწყების ღილაკს, დანის დისკის ძრავის მუშაობას, გადართვის გადამრთველის კონტროლერის მიხედვით (გარღვევა), ღილაკის კუთხის რეგულირება, ანუ ჭრის სიგრძის შესაცვლელად.
(3) გაჩერება: საპირისპირო მიმართულებით რეგულირების ღილაკი ნულამდე გადააბრუნეთ, დააჭირეთ გადამრთველის კონტროლერს (ჩართვა-გამორთვის), დააჭირეთ წითელ ღილაკს გასაჩერებლად.
ინვერტორული კონტროლის ძრავის გაყვანილობა და მუშაობის მეთოდი
(1) ხაზი: სამფაზიანი სამი მავთულის სისტემა, საკონტროლო ყუთში არის მწვანე ყვითელი ორმაგი ფერის ხაზი, ეს ხაზი არის მიწის დასაცავად, მანქანა დამონტაჟებულია, ის უნდა იყოს დაფქული, წინააღმდეგ შემთხვევაში ოპერატორი იგრძნობს დაბუჟებას .
(2) დაწყება: მწვანე დაწყების ღილაკის მიხედვით გადაერთეთ საჭრელი თავის ძრავზე, რომელიც მუშაობს ინვერტორული გადამრთველის გასახსნელად ინვერტორული ღილაკის დასარეგულირებლად, ანუ ჭრის სიგრძის შესაცვლელად.
(3) გაჩერება: დააჭირეთ წითელ გაჩერების ღილაკს.
საკისარი, ზეთის ბეჭედი
(1) ძირითადი ლილვის საკისარი: 2073 კომპლექტი;ზეთის ბეჭედი: 3558122
(2) კონვეიერის ქამარზე ორმაგი დალუქული საკისარი: 1802045 კომპლექტი
(3) შემცირების გადაცემათა კოლოფის საკისარი: 2054 კომპლექტი, 2062 კომპლექტი;ზეთის ბეჭედი 2542104, 3045102;ხიდის ლილვის გარე სფერული საკისარი: P205 1 კომპლექტი





